

|
|
|
Навигация
|
Главная » Мануалы Атмосферостойкие низколегированные стали выпускаются металлургическими фирмами многих стран. Для большинства марок химический состав повторяет (с небольшими вариациями) ставшую классической композицию американской стали Кор Теп А: меди -0,5, хрома -1, кремния -0,5, никеля -0,5 и фосфора -0,1 %. При этом для компенсации ухудшения вязкости и свариваемости, обусловленного высоким содержанием фосфора, ограничивают содержание углерода уровнем < 0,12 % и максимальную толщину проката пе более 9-12 мм. В этом диапазоне толщин прочностные свойства стали и ее пластичность после горячей прокатки удовлетворяют требованиям к обычной пизколегироваппой стали: От > 345 Н/мм; Og > 490 Н/мм2 и 55 > 22 %. Для проката более значительных толщин предлагаются другие варианты атмосферостойкой стали, аналогичные американской стали Кор Теп Б, в которой при обычном содержании фосфора (<0,04 %) находится марганца -1, меди -0,3, хрома -0,6 и ванадия 0,02-0,1 %. Механические свойства сталей Кор Теп А и Кор Теп Б близки. В пашей стране для применения в пеокрашиваемых конструкциях рекомендована атмосферостойкая сталь марок 10ХНДП (10ХДП) типа Кор Теп А, поставляемая в листовом и фасонном прокате толщиной до 9- 12 мм, 08ХГСДП, поставляемая в виде фасонных профилей и 12ХГДАФ типа Кор Теп Б, поставляемая в листовом прокате толщиной 12 - 50 мм. Последняя сталь, благодаря использованию карбопигридпого упрочнения и термической обработки-нормализации, обладает высокой хладостойкостью, необходимой для конструкций северного исполнения . Химический состав и механические свойства отечественных атмосферостойких сталей приведены в табл. 1.34 и 1.35. Сталь марок ЮХНДП (ЮХДП) и 08ХГСДП применяется для конструкций, эксплуатируемых при статических нагрузках в обычном диапазоне климатических температур. Сталь марки 12ХГДАФ благодаря повышенному сопротивлению хрупкому разрушению может быть также использована для конструкций, подвергающихся динамическому и переменному пагруже-пиям а также эксплуатируемых при расчетной температуре ниже минус 40 °С ( северное исполнение ). Таблица 1.34. Химический состав отечественных атмосферостойких сталей
* В сталь вводится технологическая добавка алюминия Сварка атмосферостойких сталей пе вызывает затруднений и может производиться теми же способами, что и других низколегированных сталей. Однако, если к стойкости сварных швов против атмосферной коррозии предъявляются те же требования, что и к основному металлу, то применяемые сварочные материалы (электроды, присадочная проволока, флюс) и режим сварки должны обеспечить получение химического состава металла шва, близкого к составу основного металла. Согласно данным ЦНИИнроектстальконструкции хорошие результаты дает ручная электродуговая сварка электродами с покрытием марки ОЗС-18, автоматическая сварка проволокой марки Св-08Х1ДЮ под флюсом АН-348А и сварка в атмосфере углекислого газа проволокой марки Св-08ХГ2СДЮ. Металл болтов и заклепок в неокрашиваемых монтажных соединениях должен бьггь близок по химическому составу к основному металлу. Таблица 1.35. Механические свойства отечественных атмосферостойких сталей
* При минус 60 °С. Экономический эффект от применения атмосферостойкой стали в сравнении с другими низколегированными сталями той же прочности создается вследствие исключения расходов на защиту от коррозии металлических конструкций и связанных с этим мероприятий. Последние включают в себя первоначальную подготовку поверхности, грунтовку и окраску при возведении конструкции, повторную окраску через 10 лет эксплуатации и последующее возобновление лакокрасочного слоя, периодически повторяемое через каждые три года. Следует иметь в виду, что защитный слой на поверхности атмосферостойкой стали формируется в течение 1,5-3 лет только в условиях эксплуатации на открытом воздухе в слабоагрессивной атмосфере, при периодическом естественном увлажнении и высыхании. Потеря толщины металла при этом обычно не превышает 50 мкм. Защитный слой не образуется при эксплуатации в закрытых помещениях с ПОСТОЯННОЙ повышенной влажностью, при постоянном контакте с водой, в средне- и СИЛЬНО агрессивной атмосфере (химического производства и цветной металлургии), в морской атмосфере, во влажном тропическом климате. Однако и в этих условиях применение атмосферостойких сталей часто оказывается целесообразным, НО в окрашенном состоянии, так как благодаря лучшей сцепляемости с поверхностью металла срок службы искусственных защитных покрытий на атмосферостойкой стали в 1,5-2 раза более продолжительный, чем на обычной стали. 1.8.3. Хладостойкие стали для конструкций, эксплуатирующихся при низкой (криогенной) температуре. Необходимость применения металлических материалов, работоспособных при низкой (криогенной) температуре, продиктована развитием химической и нефтехимической промышленности, а также освоением новых газо- вых месторождений, что требует осуществлять в широких масштабах транспортировку, переработку и храпение различных газов. Известно, что хранить и транспортировать газы экономически выгодно лишь в сжиженном состоянии, так как, например, регазификация 1 м^ сжиженного природного газа превращает его в 600 м^ газообразного продукта. Металлоемкость хранилищ с переходом па сжиженный газ уменьшается в 1,5-2 раза. Для храпения сжиженных газов используются изотермические резервуары, имеющие наружную и внутреннюю металлические оболочки с эффективным утеплителем между ними. Храпение осуществляется при давлении, несколько превышающем атмосферное, и температуре, близкой к точке кипения газа при атмосферном давлении. Эта температура, при которой эксплуатируется внутренняя оболочка резервуара, составляет для этилена минус 104 °С, для метана минус 162 °С, для природного газа минус 165 °С, для кислорода минус 183 °С и для азота минус 196 °С. Вместимость применяемых в пашей стране изотермических резервуаров изменяется в пределах 300 - 60000 м^. Материалы, используемые в конструкциях при указанных температурах, помимо высокой вязкости, необходимой для предотвращения хрупкого разрушения, должны обладать хорошей свариваемостью, достаточной прочностью, обрабатываемостью и пе менять своих свойств в процессе изготовления конструкции и эксплуатации, а также быть экономически оправданными. Для этих целей возможно использование аустепигпых нержавеющих сталей, алюминиевых, медных и никелевых сплавов. Однако наиболее эффективны стали с содержанием 6 и 9 % никеля [3]. При легировании стали никелем с повышением его содержания до 10 - 13 % температура хрупкости монотонно снижается со средней интенсивностью 20 - 30 °С па 1 % Ni. Это влияние никеля, отличное от действия большинства других легирующих элементов, объясняли рядом причин: измельчением карбидов и более равномерным их распределением, уменьшением энергии взаимодействия атомов примесей внедрения (углерода и азота) с дислокациями и уменьшением их концентрации па дислокациях. Однако преобладает мнение, что основной причиной положительного влияния никеля па хладостойкость является сильное измельчение микроструктуры. Причем это измельчение обусловлено пе только малыми размерами зерен, субзереп и других фрагментов микроструктуры, по, главным образом, наличием в пей устойчивых микровыделепий остаточного аустепита. Оптимальные микроструктура и хладостойкость никелевых сталей достигаются после термической обработки, включающей закалку и последующий отпуск или нормализацию с последующим отпуском. Цель - получить мелкозернистую микроструктуру с максимальным содержанием остаточного аустепита. Вместе с тем этот аустепит должен быть устойчивым и пе склонным к распаду па мартенсит при охлаждении до низких температур, а также дальнейшей эксплуатации. В этом отношении хорошие результаты дает либо термическое улучшение с нагревом при закалке до 800 °С, либо двойная нормализация с последующим отпуском. Температура нагрева первой нормализации около 900 °С (она призвана устранить появление камневидного излома), второй - 780- 800 °С . Температура отпуска выбирается в диапазоне 570 - 620 °С. Предлагаются и другие режимы термообработки, более трудоемкие, по ведущие к получению повышенных результатов. Так, в США для достижения наиболее высокой хладостойкости стали с 5 - 9 % Ni используется закалка с нагревом до 800 °С и последующий двухкратный отпуск при 670 °С в течение 1 ч и при 600 °С - 1ч. Микроструктура после термической обработки состоит из отпущеппых продуктов пизкотемпературпых превращений: мартенсита и бейнига и тонких включений аустенита (10-12 %), расположенных по границам мартенсигных реек и внутри них. В табл. 1.36 и 1.37 приведен химический состав и механические свойства отечественных хладостойких никелевых сталей марок ОН6 и ОН9. Сталь ОН6 дополнительно легирована ниобием. В табл. 1.37 обращают на себя внимание высокие прочностные характеристики От и Og никелевых сталей. Это благоприятствует снижению металлоемкости и стоимости изготавливаемых из них конструкций. Таблица 1.36. Химический состав отечественных хладостойких сталей
* в сталь вводится алюминий 0,02-0,05 %, цирконий 0,001 %, РЗМ 0,05 %, бор не более 0,003 %. Таблица 1.37. Механические свойства отечественных хладостойких сталей
За рубежом (в США и Японии) разными металлургическими фирмами разработаны и предлагаются потребителям никелевые стали, в которых содержится до 1 - 2 % Мп, ДО 0,4 % Мо, а также добавки хрома и меди в разных сочетаниях. Это дополнительное легирование позволяет снизить содержание никеля до 5-5,5% при сохранении хладостойкости на уровне стали с 9 % Ni. У нас и за рубежом для сварки никелевых сталей используют ручную электродуговую сварку покрытыми электродами, электродуговую сварку в среде защитных газов, а также полуавтоматическую и автоматическую сварку под слоем флюса. Основная проблема - получение металла шва с такой же хладостойкостью, что и у ОСНОВНОГО металла. Однако существуют и другие проблемы: различие в температурных коэффициентах линейного расширения металла шва и основного металла, поведение при коррозионном воздействии окружающей среды, возможность водородного охрупчивания и т.п. Обычно для сварки никелевых сталей используются присадочные материалы на основе высоконикелевых сплавов. В частности, в нашей стране, для ручной дуговой сварки стали марок ОН6 и ОН9 используются высоконикелевые электроды марок НИАТ-5 и ОЗЛ-25Б. Их недостатком является низкий предел текучести ме- тапла шва. В результате расчетные сопротивления для сварного соединения принимаются в 1,5-2 раза ниже, чем те, что могут быть приняты для основного металла. В связи с этим в последнее время проводятся работы по повышению прочности присадочных материалов, причем получены обнадеживающие результаты. Они основаны па введении в никелевый сплав значительных количеств хрома (до 20 %), молибдена (до 10 %), ниобия (до 4 %), вольфрама и других элементов в различных сочетаниях. В отечественной практике проектирования металлоконструкций для криогенной техники сталь марки ОН6 используется до температуры храпения жидкого этилена (минус 104 °С), а сталь марки ОН9 - до температуры храпения жидкого природного газа (минус 165 °С). За рубежом стали указанных типов применяются до более низких температур. В государствах бывш. СССР для металлоконструкций, эксплуатируемых при более низких температурах, в частности, для впутреппих оболочек резервуаров хранилищ жидких кислорода и азота использовались аустепигпые стали. Химический состав и механические свойства одной из них - экономно легированной стали марки 10Х14Г14Н4Т также приведены в табл. 1.36 и 1.37. К сожалению, прочностные характеристики этих материалов значительно ниже прочностных характеристик никелевых сталей, что предопределяет их увеличенный расход. 1.9. Статистическое распределение характеристик прочности, нормативные и расчетные сопротивления 1.9.1. Статистическое распределение характеристик прочности. При установлении значений расчетных сопротивления проката и определении надежности конструкций необходима информация о распределениях характеристик прочности, являющихся непрерывными Изменчивость свойств проката складывается из стали в отдельном листе (уголке, швеллере и т.д.), в партии - плавке, в марке стали и зависит от множества технологических факторов. В отличие от специальных опытов в лаборатории, проводимых для исследования свойств новых сталей, в случае массового производства основными способами изучения стального проката являются статистические методы, использующие результаты большого количества испыгапий, проводимых па металлургических предприятиях. Обработка данных о прочностных характеристиках проката проводится строителями еще с 30-40-х годов и продолжается до настоящего времени [37-40]. В последние годы в связи с внедрением нормативных документов, содержащих требования по контролю качества проката с применением статистических методов, обработку информации о свойствах стали проводят и металлурги [41]. Широкое использование вычислительной техники позволяет оперативно получать статистическую информацию о свойствах стали и использовать ее для управления качеством продукции. В зависимости от решаемой задачи статистическая информация может группироваться и разделяться, а полученные выводы могут рассматриваться с разной степенью обобщения, распространяясь па прокат данной толщины, данного завода, данной стали или па продукцию, выпускаемую группой предприятий. Государственные стандарты па металлопрокат практически всегда содержат нормы предела текучести, временного сопротивления и относительного удлинения. По результатам испытаний па растяжение, проводимым при контроле свойств проката в течение некоторого периода производства, можно составить выборки достаточного объема (например, пе менее ста результатов за год), включив в них данные о пределе текучести, временном сопротивлении и относительном удлипе- 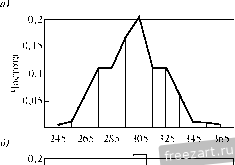 От, МПа НИИ. Выборки целесообразно составлять отдельно но маркам (наименованиям) стали, профилям, группам толщин, предприятиям-изготовителям проката и т.д. Более подробно требования к выборкам, составленным из результатов испытаний проката, приведены в специальной литературе, а также в ГОСТ 27772-88* и ОСТ 14-1-34-90. В настоящее время имеется большее количество программ для статистической обработки данных на ЭВМ, с помощью которых можно получить исчерпывающую информацию О параметрах распределения, связях между случайными величинами, делать прогнозы и оценки. При статистической обработке результатов испытаний, образующих выборку, строят эмпирические распределения и определяют основные моменты этих распределений: среднеарифметическое значение, дисперсию и т.д. На рис. 1.20 для примера приведены результаты обработки информации о пределе текучести двутавровой балки с ТОЛЩИНОЙ ПОЛКИ ДО 10 мм из стали марок С255 и С275 производства Нижне-Тагиль-ского металлургического комбината (1989 г.) в виде полигона (рис. 1.20,а), гистограммы (рис. 1.20,6) и ступенчатой кривой (рис.1.20,в). Построение и анализ эмпирических распределений позволяют оценить уровень и однородность прочностных характеристик проката. Например, МОЖНО оценить количество результатов ниже нормы стандарта или (выше) любого другого значения случайной величины. Однако для аналитических расчетов при прогнозировании свойств проката, оценке надежности контроля и решении задач, связанных с расчетом конструкции, переходят от эмпирических распределений прочностных характеристик к плотности распределения случайной величины X. Рассмотрим для некоторого действительного числа х вероятность неравенства X < Х< х + кх где дх - длина малого интервала в точке х. 0,15-1 0,1 0,05- 245 265 285 305 325 345 365 а„ МПа 0,9 0,8 0,7 0,6 0,5 0,4 0,3 0,2 0,1 245 265 285 305 325 345 365 п , МПа Рис.1.20. Эмпирическое распределение значений предела текучести двутавровой балки из стали марки ВСтЗнс, изображенное разными способами а - полигон; 6 - гистограмма; в - ступенчатая кривая Пусть при АХ-О Р(х < X <х + юс) (1.31) функция рх и есть плотность распределения величины X. Интервал от плотности распределения по любому промежутку оси дает вероятность попадания величины X в этот промежуток. Этот интервал есть вероятность элементарного события. Вероятность Р(Х< х) того, что величина X меньше заданного числа х изобразится площадью под кривой р(х) слева от ординаты р(х). Для вероятности имеем Р(Х <х)= j p(u)du = Р(х) (1.32) (для обозначения аргумента использована буква и , так как буква х применена для обозначения предела интеграла). Вероятность Р{х) называется интегральной функцией распределения. На рис. 1.21 па гистограмму и ступенчатую кривую, приведенные па рис. 1.20, нанесены соответствующие им плотность вероятности и функция распределения. Для аппроксимации применен нормальный закон, записы- а) вающийся в вероятности закон, записы-виде плотности р(х) = (X - х)2 (1.33) 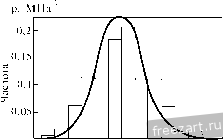 245 265 285 305 325 345 365 о„МПа для любого значения - < х < где X и 6* параметры распределения. В случае больших выборок, получаемых при статистической обработке результатов испыгапий па металлургических предприятиях, значения указанных параметров распределения достаточно близко совпадают со среднеарифметическим значением и средпеквадратическим отклонением. Для нормальной интегральной функции имеем выражение P{x)=]p(x)dx (1.34) Видно (см.рис. 1.21), что эмпирическое распределение хорошо совпадает с нормальным. Для более объективного суждения можно воспользоваться специальными критериями, сведения о которых есть в литературе, например [42, 43]. Здесь же приведем доводы в пользу нормального закона, используемого подавляющим большинством исследователей при изучении свойств стального проката. Прочностные характеристики стали есть результат суммарного действия независимых (пусть даже слабо зависимых) случайных величин, пи одна из которых пе 0,9-0,8-0,7-0,6-0,5-0,4-0,3-0,2-0,1 - 245 265 285 305 325 345 365 От,МПа Рис.1.21. Плотность вероятности (а) и функция распределения (б) предела текучести двутавровой балки из стали марки ВСтЗпс оказывает превалирующего влияния, что согласно предельным теоремам теории вероятностей позволяет считать распределения предела текучести и временного сопротивления стального проката сколь угодно близкими к нормальному закону. Отвергать нормальный закон по той причине, что он допускает отрицательные значения случайной величины, нет оснований. Математическое ожидание предела текучести проката строительных сталей отстоит от нулевого значения на 7-10 среднеквадратических отклонений. Следовательно, при аппроксимации эмпирического распределения нормальной кривой вероятность нулевого, а тем более отрицательного значения прочностной характеристики, равна нулю. Нормальный закон симметричен. Симметрия может нарушаться из-за действия возмущающих факторов, именуемых барьерами . Таким барьером может служить нормативное значение ГОСТ или ТУ. Асимметрия распределения, построенного по результатам всех контрольных испытаний -удовлетворительных и неудовлетворительных, может появиться, если нормативное значение очень близко к математическому ожиданию. В этом случае возможны даже бимодальные эмпирические распределения с большой долей результатов, равных нормативному значению. Независимые переиспытания снимают асимметрию, НО обнаруживают большую долю металла со свойствами, ниже нормативных значений. Если свойства проката достаточно высокие и результаты испытаний достаточно ПОЛНО удовлетворяют требованиям норм ( не натягиваются ), то распределения прочностных характеристик проката до проведения контрольных испытаний практически всегда симметричные. Вместе с тем процесс контроля свойств может деформировать распределение в результате отбраковки некондиционных партий металла. Из-за неоднородности свойств стали в партии и выборочного характера контроля всегда остается вероятность попадания в конструкции проката СО свойствами, ниже нормативных значений. Поэтому распределение прочностной характеристики после проведения контроля не может быть усеченным на уровне нормативного значения. На рис. 1.22 показаны плотности вероятности распределения прочностной характеристики до контроля в виде нормального распределения р{х), усеченного распределения Ру{х), идеализирующего эффективность контроля, и асимметричного распределения после контроля Pi{x). Степень асимметрии плотности вероятности Pi{x), зависит от параметров, отражающих уровень и однородность свойств прочностной характеристики в исходном распределении, от однородности этой характеристики внутри партии и процедуры контроля. Нри назначении расчетных сопротивлений и определении надежности конструкции МОЖНО бьшо бы и не учитывать влияние процедуры контроля на вид распределения, оставляя его нормальным. Однако в настоящее время широкое распространение получила дифференциация проката на группы прочности, т.е. разделение проката одной и той же стали, одной и той же толщины на группы с различными нормами прочностных характеристик, основываясь на результатах испытаний или прогнозах по уравнениям регрессии. 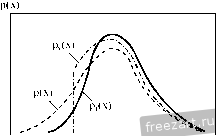 Рис.1.22. Влияние процедуры контроля нрочностной характеристики на вид плотности ее раснределения Дифференциация проката начата металлургами в 1980 г. по инициативе ИЭС им. Е.О.Патопа [44] и получила широкое распространение (ГОСТ 27772-88* Прокат для строительных стальных конструкций , ГОСТ 19281-89* Прокат из стали повышенной прочности ). В соответствии с положениями ГОСТ 27772-88* прокат из углеродистой полуспокойпой стали разделяется па сталь марок С245 и С275, из углеродистой спокойной стали - па марки С255 и С285, а из пизколегироваппой кремпемаргапцовистой стали - па С345 и С375. Для проката из стали марок С275, С285 и С375 нормативные значения предела текучести установлены, как правило, па 30 МПа выше, чем соответствующего проката из стали марок С245, С255 и С345. Прежде чем перейти к распределениям прочностных характеристик в прокате, дифференцированном по группам прочности, следует остановиться па процедуре контроля свойств, использованной в ГОСТ 27772-88*. Применен подход, основанный па теореме Байеса, использующий результаты контрольных испытаний и статистическую информацию об уровне и однородности свойств. В стандарте содержится требование обеспеченности норм предела текучести, временного сопротивления и относительного удлинения пе ниже 0,95 в каждой партии. Эта достаточно высокая обеспеченность требует при контроле прочностных характеристик превышения среднеарифметических значений результатов испытаний двух (шести) образцов от партии над нормой стандарта па 10 - 25 МПа. Значение приемочного числа, позволяющее получить заданную обеспеченность нормативного значения характеристики в партии, зависит от самого нормативного значения, количества испытаний при осуществлении контроля партии, среднеарифметического значения выборки и средпеквадратических отклонений контролируемой характеристики в выборке и партии [45]. О требованиях к выборке говорилось ранее. Добавим лишь, что в ГОСТ 27772-88* содержится требование превышения среднеарифметического значения выборки (в которую входят все результаты испытаний проката, еще пе подвергнутого дифференциации) над нормативным значением па 1,64 от средпеквадратического отклонения. При проверке приведенного условия для проката, разделяемого па группы прочности, превышение среднеарифметического значения над нормативным определяется для менее прочной стали. Введенная регламентация для среднего уровня свойств позволяет уменьшить риск потребителя и в какой-то мере блокировать возможную асимметрию распределений прочностных характеристик, вызванную стремлением при сдаче продукции искусственно повысить (натянуть) результаты испытаний. Плотность вероятности распределения прочностной характеристики в прокате, прошедшем контроль в соответствии с процедурой, оговоренной тем или иным нормативным документом, имеет вид: pi{x) = [i{x)p, где ц(х) функция преобразования, зависящая от плана контроля. Вывод аналитических выражений для плотности вероятности pi(x) дан в [46]. На рис. 1.23 приведены плотности вероятности предела текучести в угловом прокате с толщиной полки до 10 мм включительно из углеродистой кипящей стали марки С235. Выбор примера обусловлен тем, что прокат из кипящей стали пока пе разделен па группы прочности. В этом случае можно проследить изменение исходного нормального распределения (линия 7 ) после контроля по ГОСТ 535-89 (линия 2 ) или ГОСТ 27772-88* (линия J ). Площадь под линией J левее значения расчетного сопротивления по СНиП 11-23-81* (230 МПа) меньше, чем под линией 2 , что свидетельствует о более высокой надежности контроля по ГОСТ 27772-88*. р,(х), МПа 0,018 0,016 0,014 0,012 0,010 0,008 0,006 0,004 0,002 0,000
210 230 250 270 290 310 330 350 370 о^, МПа Рис. 1.23. Плотность вероятности нредела текучести в прокате угловых профилей из кипящей углеродистой стали до и после контроля свойств 1 - исходные значения; 2 - после контроля но нормам ГОСТ 535-89; 3 - после контроля но нормам ГОСТ 27772-88*; R - расчетные сонротивления с обеснеченностью 0,995 Pi(x), МПа 0,025 0,020 0,015 0,010 0,005 0,000
220 240 260 280 300 320 340 360 380 о„МПа Рис.1.24. Плотность вероятности нредела текучести в листовом прокате нолуснокойной углеродистой стали толщиной 6-10 мм до и после его разделения на грунны прочности На рис. 1.24 приведена плотность вероятности предела текучести для всей совокупности листового проката толщиной 6-10 мм из полуспокойной углеродистой стали (сплошная линия). Показано, что разделение проката на две группы прочности - С245 и С275 приводит к получению двух распределений плотности вероятности (штрихнунктирных линий) и к установлению двух значений расчетных сопротивлений. Остановимся на методике назначения расчетных сопротивлений. Во многом эта процедура носит волевой характер, опираясь на предшествующий опыт проектирования и эксплуатации металлоконструкций. В последние годы уменьшены значения коэффициентов надежности по материалу и, следовательно, повышены значения расчетных сопротивлений, что потребовало срочной вероятностной оценки обеспеченности расчетных сопротивлений и стандартизации методики их назначения. Нри установлении расчетных сопротивлений целесообразно нормировать их обеспеченность и принять ее, например, не ниже вероятности 0,995, т.е. установить требование: об.к - iJiCx;ufx > 0,995 (1.35) Во время подготовки СНиН 11-23-81* редакции 1990 г. это требование проверено для всех видов проката, поставляемого по ГОСТ 27772-88*. Проверка производилась практически на каждом металлургическом предприятии. 1.9.2. Параметры статистических распределений характеристик прочности. Здесь приведены сведения о параметрах распределений прочностных характеристик проката из углеродистой и низколегированной стали, применяемого в стальных строительных конструкциях в соответствии со СНиН 11-23-81*. Большое разнообразие оборудования, сырья, технологий, применяемых в металлургии, приводят к неодинаковым распределениям механических свойств в одинаковом прокате, но изготовленном на различных предприятиях. Вместе с тем прослеживаются общие тенденции, например: снижение прочностных свойств с ростом толщины проката. 1 ... 4 5 6 7 8 9 10 ... 57 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |