

|
|
|
Навигация
|
Главная » Мануалы KCU ° > 29 Дж/см. Нормы ударной вязкости KCV> 78 Дж/см и доли волокна в изломе В'>80% (где t - температура эксплуатации) низколегированной стали для труб магистральных газопроводов, напротив, установлены сравнением результатов стандартных испытаний и испыгапий натурных образцов труб. 1.1.4. Сопротивление вязкому разрушению. Выражается такими характеристиками, как предельная пластичность (е^;, \/, 5;) ударная вязкость при вязком разрушении KCjjiax, анизотропия вязкости и пластичности, истинное сопротивление разрыву (S). Оно очень важно для обеспечения падежной эксплуатации ответственных сооружений типа оболочек, нагруженных пневматическим давлением (газопроводы большого диаметра и высокого давления, газгольдеры и резервуары большого объема, крупногабаритные сосуды давления в виде кожухов доменных печей, оболочек аэродинамических труб, корпусов воздухонагревателей), особенно при изготовлении их из сталей повышенной и высокой прочности. Кроме того, сопротивление вязкому разрушению во многом определяет возможность выполнения технологических операций холодной гибки, штамповки, вальцовки, правки и сварки. Установлено, что вязкое разрушение зарождается и распространяется путем образования, роста и объединения микроскопических пустот (пор). В чистых металлах и сплавах поры образуются в заключительной стадии деформирования па критических дефектах решетки, подготовленных деформированием. В технических сплавах значительную роль в образовании пор играют также неметаллические включения и вьщелепия избыточных фаз. Неметаллические включения из-за их слабого сцепления с матрицей или хрупкости приводят к возникновению несплошностей уже па ранних этапах деформирования. Они являются источниками наиболее крупных пор. Другие более мелкие поры, как и в чистых металлах, развиваются па заключительных стадиях деформирования, по-видимому, пепосредствеппо перед вершиной формирующейся вязкой магистральной трещины. Считают, что заключительный акт роста и слияния пор аналогичен развитию внутренних шеек, причем окончательный разрыв фибр происходит после уменьшения их поперечного сечения до пуля. В результате возникает характерная микроструктура поверхности вязкого разрушения, состоящая из округлых ямок или чашек , разделенных острыми гребнями. Внутри наиболее крупных чашек наблюдаются неметаллические включения. Полагают, что размеры чашек, их однородность и, главное, глубина отражают энергоемкость вязкого разрушения: чем больше размеры чашек, однороднее их распределение и значительнее глубина, тем выше величина локальной пластической деформации и энергоемкость. Как и при хрупком разрушении, измельчение зерна микроструктуры повышает сопротивление вязкому разрушению строительной стали. Однако определяющая роль принадлежит неметаллическим включениям. При этом разрозненные включения компактной или глобулярной формы, даже при высоком их содержании (до 0,5-1% по объему) слабо изменяют механические свойства стали. Значительно сильнее отрицательное влияние вытянутых и строчечных включений [18]. Наибольшее значение для качества металлопроката строительной стали имеют образующиеся при раскислении и затвердевании сульфидные и кислородные неметаллические включения (эндогенные сульфиды и оксиды). В хорошо раскисленной стали они представлены в основном включениями сульфида марганца (II и III типов по классификации Симса) и глинозема. Горячая прокатка придает пластичным при высокой температуре включениям сульфида марганца сильно вытянутую в плоскости и направлении деформирования форму. Сегрегации мелких включений глинозема, представляющих, как полагают, обломки первичных вьщелепий развитой дендритной формы, преобразуются прокаткой в плоские или вытянутые скопления, часто весьма большой протяженности. Эти вытянутые и строчечные включения являются главной причиной анизотропии вязкости и пластичности металлопроката, которая выражается в заметном снижении показателей этих свойств при переходе от испытаний в продольном направлении к испытанию в поперечном и в резком их падении при переходе к испытанию в направлении вдоль толщины изделия (рис. 1.2). Особенно СИЛЬНО анизо- СгЗ Сталыиш: 14ГС 16Г2АФ .200 ЦбО
-60 -20 020 60 -60 -20 0 20 60 -60-200 20 60 °С Рис.1.2. Температурная зависимость ударной вязкости для образцов, вырезанных в разных направлениях из толстых листов строительных сталей разный марок а - сталь тина СтЗ; 6 - 14ГС, в - 16Г2АФ; i - в продольном; 2 - в нонеречном; J - в направлении толщины тропия пластичности проявляется в металлоизделиях, полученных контролируемой прокаткой и термо-механи-ческой обработкой. В этой НОВОЙ технологии горячее деформирование при пониженных температурах сообщает сульфидам марганца максимальную выгянутость. При разрушении таких изделий образуются слоистые изломы, которые, хотя и понижают температуру хрупкости по виду излома (так называемый сульфидный парадокс), однако резко уменьшают энергоемкость ВЯЗКОГО разрушения. Это особенно нежелательно для упомянутых конструкций типа оболочек, нагруженных пневматическим давлением, от которых требуется высокое сопротивление распространению протяженных быстрых вязких разрушений. Как уже отмечалось, анизотропия пластичности сильно ограничивает пригодность стали к операциям холодной гибки, штамповки, глубокой вытяжки, заваль-цовки, способствуя преждевременному образованию трещин. Но наиболее губительно она сказывается на образовании ламелярных (пластинчатых) или слоистых трещин при сварке. Они возникают в ОСНОВНОМ металле вблизи сварных швов ПОД воздействием напряжений и термо-деформационных циклов сварки и имеют характерное ступенчатое строение (рис. 1.3). Эти трещины часто поражают участки конструкции большой протяженности ВДОЛЬ сварных швов (например в полке МОСТОВОЙ балки), нередко приводя в негодность все изделие. Согласно статистике с ламелярными трещинами связан большой ежегодный материальный ущерб в мировом производстве металлоконструкций, обусловленный непроизводительными затратами на устранение их последствий.  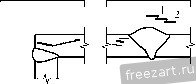 Рис.1.3. Расноложение ламелярных (слоистых) трещин в сварных соединениях разной формы 1 - террасы ; 2 - разрывы Установлено, что для уменьшения анизотропии вязкости и пластичности следует добиваться по-возможпости более низкого содержания в стали серы (например, не выше 0,010 %) и кислорода. Когда этого недостаточно (особенно для проката толщиной менее 20 мм с большой вытяжкой в одном направлении, в частности, для широкополосной стали) прибегают к паправлеппому воздействию па химический состав, форму, размеры и распределение неметаллических включений - модифицированию [19]. Равномерно распределенные сульфидные включения компактной формы, слабо деформируемые при прокатке, образуются при введении в сталь небольших добавок металлов-модификаторов: циркония, титана, редкоземельных элементов (РЗМ) или кальция, а также модификаторов металлоидов: теллура или селена. Наиболее благоприятные результаты получают при модифицировании кальцием и его соединениями, а также кальцием в сочетании с РЗМ, так как в этом случае одновременно с модифицированием сульфидных включений достигается наиболее полное удаление включений глинозема. Для оценки сопротивления стали вязкому разрушению пригодны характеристики предельной пластичности (е^., о, \/) и истинное сопротивление разрыву (S), получаемые при испытании па растяжение, в том числе па образцах, вырезанных из проката в направлении толщины, полные диаграммы деформирования в координатах истинные напряжения - истинные деформации, а также уровень ударной вязкости при вязком разрушении ( верхнее плато па температурной зависимости ударной вязкости). 1.1.5. Технике-экономическая эффективность применения того или иного варианта строительной стали в металлоконструкциях определяется в основном показателями двух категорий, отражающими изменение массы конструкций и изменение их стоимости. Возможность снижения массы конструкции при повышении прочности стали уже рассматривалась ранее. Однако одно только снижение массы конструкции в большинстве случаев еще не является достаточным стимулом для применения более прочной стали. Другое непременное условие - получение экономического эффекта. Стоимость стали повышенной и высокой прочности, как правило, выше стоимости традиционной углеродистой стали, поэтому замена будет рентабельной только в том случае, если возможное удорожание металла перекроется экономией в результате снижения массы конструкции. При этом, вопреки распрострапеппому мнению, достигаемое здесь удешевление обусловлено не только тем, что с уменьшением массы конструкции снижается стоимость израсходованного материала, а в значительной мере также и тем, что с уменьшением массы почти пропорционально! снижаются затраты па изготовление, транспортировку, окраску и монтаж конструкции. Экономический эффект применения нового материала в конструкциях обычно подсчитывают методом приведенных затрат, включая три следующих этапа [20, 21]: определение удельного (и общего) изменения массы металла, обусловленного применением более эффективной стали вместо традиционной; расчет удельной стоимости металлоконструкций в деле при изготовлении их из традиционной и повой стали; определение изменения стоимости металлоконструкций в деле для эквивалентного количества традиционного и нового материала (собственно экономический эффект). Пропорциональность нарушается некоторым повышением трудоемкости изготовления и монтажа конструкции. Правильно оценить технико-экономическую эффективность, как характеристику данного материала (мало зависящую от его относительного количества), можно путем отнесения полученной экономии к массе элемента, в котором эта сталь применена. Причем методически удобно производить сравнение с массой элемента, получаемой при изготовлении его из нового более эффективного материала (стали повышенной или высокой прочности). При этом снижение массы конструкции определяется коэффициентом приведения или коэффициентом экономии массы q, зависящими от расчетных сопротивлений традиционного (т) и нового (н) материалов: k=G,/G (1.18) q=(G,-G)/G = k-l (1.19) Применительно к конструкциям, в которых можно пренебречь влиянием изменения массы элементов на расчетную нагрузку, для расчетных элементов, испытывающих растяжение или сжатие, коэффициент к^ может быть записан в виде: k = R/R,; (1.20) для поперечно-изогнутых элементов компактного квадратного или круглого сечений k=4(R/Rf ; (1.21) то же, НО для элементов прямоугольного сечения с одинаковой шириной к^ = R I ; (1.22) для сжато-изогнутых (продольно-изогнутых) элементов Лн= (1.23) В этих формулах G - масса элемента; R - основное расчетное сопротивление материала; ф - коэффициент продольного изгиба. В ЦНИИнроектстальконструкции бьши установлены значения коэффициентов и для различных элементов конструкций из стали разных уровней прочности с учетом вида нагрузок в сравнении с аналогичными элементами из углеродистой стали марки ВСтЗсп по ГОСТ 380-71**. Например, для элементов конструкций промышленных зданий из высокопрочной стали марки 16Г2АФ с пределом текучести 440 МНа при различных видах нагружения: растяжении, сжатии с продольным изгибом, поперечном изгибе коэффициент приведения имеет значения 1,87, 1,25 и 1,42 соответственно. Далее, с учетом доли растянутых, сжатых и изогнутых элементов в металлоконструкциях бьши подсчитаны средневзвешенные значения коэффициентов к^ и для стали каждого уровня прочности. Некоторые из этих значений приведены в табл. 1.3. Общая ЭКОНОМИЯ металла, т, может быть подсчитана умножением массы примененной НОВОЙ стали на соответствующее значение q KG=qG. (1.24) В частном случае, когда одна, более прочная сталь 1 заменяется другой, еще более прочной сталью 2 , коэффициент приведения выразится соотношением н2-1 ~ н2/нЬ (1-25) а общая ЭКОНОМИЯ металла формулой AG = Gh2, (1-26) где к^у, к^2 ~ соответствующие коэффициенты приведения для сталей 1 и 2 по табл. 1.3. Таблица 1.3. Технике-экономическая эффективность применения в строительных металлоконструкциях стали разных уровней прочности [21]
1 Для листовой стали толщиной 11-20 мм: перед чертой - предел текучести, за чертой -расчетное сопротивление. 2 При одинаковом коэффициенте трудоемкости изготовления (сложности конструкции) Т.И=1,3. Удельная стоимость металлоконструкций в деле Сд представляет совокупность затрат па основные материалы Cq, изготовление С^, перевозку С^. и монтаж конструкций С„: Сд = 1,32(Со + CJ+ 1,15Q + 1,14С„, руб/т, (1.27) где 1,32; 1,15 и 1,14 - коэффициенты, учитывающие заготовигельпо-складские расходы и нормативную рентабельность при изготовлении, а также накладные расходы и плановые накопления при монтаже конструкции. Они взяты для условий конкретных отечественных предприятий промыпшеппого строительства определенного периода и зависят от структуры производства. Каждую из указанных затрат можно подсчитать по формулам: (1.28) где Ц„ - оптовая цепа прокатной стали, руб/т; - расходный коэффициент металла (в среднем по отрасли составляет 1,04-1,05); Лдо^ - коэффициент приплат за дополнительные требования к прокатной стали; m - средняя стоимость доставки металлопроката от станции назначения до завода металлоконструкций, руб/т; 1,035 - коэффициент стоимости прочих основных материалов; к^, ку- - коэффициенты удорожания изготовления и монтажа, которые в зависимости от прочности стали изменяются в пределах 1-1,6 и 1-1,3 соответственно; 2 ~ коэффициент, учитывающий основную зарплату производственных рабочих и долю накладных расходов при изготовлении (2 = 4,11); к. - коэффициент трудоемкости изготовления, обусловленный сложностью конструкции; Т - время па изготовление 1 т конструкции с единичной трудоемкостью (к. = 1) чел.-ч; С^ - стоимость впе-производствеппых расходов, руб/т; - удельная стоимость монтажа конструкции из традиционной стали, руб/т. Значения Л^.и, Q, принимаются по действующим прейскурантам оптовых цен на строительные металлоконструкции и по единым районным единичным расценкам на их монтаж, значения Ц„ и Лдо^ - по прейскурантам оптовых цен на стальной прокат. Экономический эффект от применения новой стали вместо традиционной определяется сопоставлением приведенных затрат по известной формуле, учитывающей капитальные вложения в производственные фонды и их эффективность. Однако в связи с тем, что при получении и использовании новой и традиционной стали капитальные вложения в производственные фонды практически одинаковы, нахождение удельного экономического эффекта Эуд сводится к сравнению стоимости металлоконструкции в деле для эквивалентных количеств традиционного и НОВОГО материалов Эуд= Сд.А-Сд.н. (1.29) Общий экономический эффект получают умножением удельного экономического эффекта на массу примененной новой стали э = Эуден. (1.30) Эти формулы показывают, что экономический эффект определяется, во-первых, снижением металлоемкости (q, к^), т.е. прочностными характеристиками НОВОГО материала, и, во-вторых, стоимостью в деле изготовленных из него конструкций (Сдн). При этом решающая роль принадлежит стоимости проката новой стали (оптовой цене и приплатам Ц^, Лдоц, достигающей 60 % и более стоимости металлоконструкций в деле . Экономическая эффективность для ряда строительных сталей разной прочности приведена в табл. 1.3. Видно, что возможный экономический эффект использования стали заметно возрастает по мере повышения ее прочности. Приведенные данные указывают на большие резервы экономии металла и снижения стоимости конструкции, заложенные в упрочнении строительной стали. 1.2. Классификация сталей Стали, используемые в сварных строительных металлоконструкциях, различаются ПО ряду признаков, отражающих их изготовление, служебные свойства и область применения. Важнейшими из этих признаков являются способ выплавки и разливки, степень раскисленности, химический состав, состояние поставки, уровень (класс) прочности и категория (группа) качества по хладостойкости. По способу выплавки применяемую в сварных металлоконструкциях сталь можно разделить на мартеновскую, кислородно-конвертерную и электросталь. Кроме ТОГО для особо ответственных конструкций перспективна сталь из железа прямого восстановления и после рафинирующего, преимущественно электрошлакового переплава. До 1960 г. для строительных металлоконструкций использовали почти исключительно сталь, выплавленную в мартеновских печах. В последующий период во всем мире получил большое распространение наиболее производительный способ выплавки в кислородных конвертерах. Качество кислородно-конвертерной стали не уступает качеству мартеновской и с 1971 г. сталь, выплавленную в мартеновских печах и кислородных конвертерах, в нормах на поставку и применение стального проката не разделяют. Необходимым условием для этого является высокая чистота используемого для продувки конвертерной плавки кислорода - не менее 99,5 % О2; при меньшей чистоте в сталь попадает азот воздуха, способствующий повышению СКЛОННОСТИ к механическому старению и снижению хладостойкости. с пуском крупных элоктродуговых печей, имеющих массу плавки 100-250 т и более, увеличилась выплавка строительной стали в электропечах. Эта сталь отличается повышенной чистотой по содержанию вредных примесей - серы и фосфора. Еще более низкое содержание этих нежелательных элементов, а также примесей металлов: олова, сурьмы, висмута, способствующих отпускной хрупкости, удается получить в стали из железа прямого восстановления. Для этого материала исходным продуктом служит не передельный чугун, выплавленный в доменных печах, а губчатое железо, получаемое обработкой рудного концентрата в специальных восстановительных печах. Окончательный продукт выплавляют в электродуговых печах и (или) кислородных конвертерах. В процессе электрошлакового переплава исходные плоские заготовки (слябы) из стали мартеновской, кислородно-конвертерной или электропечпой выплавок последовательно переплавляются в ванне из жидкой шлаковой смеси специального химического состава, нагреваемой электрическим током [22]. При этом содержание серы и кислорода в металле уменьшается в 2-3 раза. Неметаллические включения, еще остающиеся в слитке, имеют малые размеры и равномерно распределены. В настоящее время этим способом получают слитки массой по 15-25 т, подвергаемые обычному переделу. Этой же цели - уменьшению содержания вредных примесей и более однородному их распределению служит получившая в последнее время применение внепечная обработка жидкой стали. Она производится после выпуска металла из сталеплавильного агрегата в ковш и может включать ряд операций: обработку в промежуточном ковше жидкими синтетическими шлаками, перемешивание металла струей газообразного аргона с одновременным вдуванием порошка энергичного раскислигеля и десульфуратора (например, силикокальция), вакуумирование. Сталь после впепечпой обработки по качеству в части содержания примесей и однородности их распределения часто не уступает металлу электрошлакового переплава, выгодно отличаясь от пего меньшей стоимостью. По степени раскисленности сталь делят па кипящую, полуспокойную и спокойную. При выплавке стали в печи или конвертере из передельного чугуна, содержащего 3-4 % углерода, окисление углерода (до содержания 0,06-0,25 % С в стали) связано с образованием газообразных продуктов СО и СО2, вызывающих кипение металлической ванны. Если не проводить раскисления, то кипение продолжается после выпуска плавки в ковш и после разливки ее в изложницы до затвердевания слитка. Такая сталь называется кипящей. Вьщелепие газообразных продуктов при кристаллизации слитка кипящей стали приводит к резкому усилению его пеодпородпости по содержанию углерода, серы и фосфора, называемой ликвацией. Головная часть и сердцевина слитка обогащены примесями, а периферия и дно бедны ими. Наблюдаются также почти вертикальные полосы ликвации, называемые усами . Зона максимального содержания ликвирующих элементов в слитке кипящей стали расположена па расстоянии 5-15 % высоты слитка от его верха, ликвация по углероду достигает 400 % и по сере - 900 % среднего содержания этих элементов в плавке. Идущая в отход при прокатке головная часть слитка (обрезь) кипящей стали составляет 4-10 % его массы. При такой обрези из обычного слитка массой 8-25 т возможно получение проката, в котором имеются обширные зоны ликвации с содержанием углерода до 0,3-0,4% и серы до 0,15% при средпеплавочпом содержании 0,12-0,22% С и < 0,05% S. В результате разные листы или профили, входящие в одну партию (плавку) кипящей стали, по изготовленные из разных частей слитка (головной, средней или донной) неодинаковы по содержанию углерода, серы и фосфора. По сечению готового проката углерод и примеси также распределены неравномерно: центральные слои обогащены ими, наружные бедны. Неоднородность химического состава проката сопровождается неоднородностью микроструктуры и механических свойств. Другими особенностями кипящей стали являются высокое содержание кислорода, низкое содержание таких элементов, как кремний, марганец, алюминий и повышенная склонность к образованию крупнозернистой микроструктуры. Вследствие ЭТОГО кипящая сталь характеризуется пониженными показателями прочности и сопротивления хрупкому разрушению, особенно в прокате значительной толщины (20 мм и более). Спокойная сталь раскисляется в сталеплавильном агрегате, а также в ковше при выпуске из печи. Нри этом в жидкий металл вводятся энергичные раскисли-тели: марганец, кремний, алюминий, иногда кальций или титан. Эти элементы обладают большим сродством к кислороду, чем углерод, поэтому окисление углерода прекращается, и сталь перестает кипеть. Благодаря этому слитки спокойной стали гораздо однороднее по химическому составу, чем кипящей. Ликвация по углероду лишь на 60 %, а по сере на ПО % превышает среднеплавочное содержание этих элементов. Содержание кислорода в спокойной стали менее высокое. Наличие в химическом составе элементов-раскислигелей и, главное, остаточного алюминия делает спокойную сталь менее склонной к росту зерна. Поэтому прочностные свойства и сопротивление хрупкому разрушению в более однородном и мелкозернистом прокате СПОКОЙНОЙ стали выше, чем в прокате кипящей. Вместе с тем затвердевание слитка спокойной стали связано с образованием большой усадочной раковины. Для получения здорового тела слитка сталь разливают в ИЗЛОЖНИЦЫ с теплоизолирующими прибьшьными надставками. Усадочная раковина образуется в верхней утепленной части слитка, которую при прокатке удаляют. Обрезь составляет 12-16 % массы слитка. Поэтому выход годного проката из СЛИТКОВ СПОКОЙНОЙ стали меньше, чем из слитков кипящей. Вследствие этого, а также из-за большей продолжительности плавки за счет операции раскисления, дополнительного расхода ферросплавов и алюминия спокойная сталь дороже кипящей. Низкое качество кипящей стали и небольшая технико-экономическая эффективность СПОКОЙНОЙ послужили стимулом к разработке варианта с промежуточной степенью раскисленности - полуспокойной стали [23]. Она выплавляется как кипящая, НО в ковше или при разливке в изложницы обрабатывается небольшим количеством раскислителей, гораздо меньшим, чем при выплавке спокойной стали. Обычно применяют комплексное раскисление ферросилицием и алюминием. Быстрое прекращение кипения и затвердевание головной части слитка предотвращают развитие большой химической неоднородности. Нри этом для ликвации в слитках полуспокойной стали характерно превышение среднеплавочного содержания углерода на 80 % и серы на 150 %. Расстояние осевой ликвационной зоны от верха слитка составляет 15-30 % его высоты; головная обрезь - 3-5 % массы слитка. Производство полуспокойных сталей характеризуется высокой технико-экономической эффективностью. В сравнении с производством спокойной стали ВЫХОД ГОДНОГО проката из слитков выше на 8-10 %, расход ферросилиция на раскисление снижен в 2-5 раз, алюминия в 5 раз, существенно уменьшается количество ИЗЛОЖНИЦ и трудоемкость их подготовки. Себестоимость и цена проката из полуспокойной стали на 2-9 % ниже, чем из спокойной. Вместе с тем по качеству в части однородности химического состава, микроструктуры и механических свойств, сопротивлению хрупкому разрушению и показателям прочности прокат полуспокойной стали уступает прокату спокойной стали, занимая между ним и прокатом кипящей стали промежуточное положение. Способ разливки также влияет па качество готового проката. Имеются разные способы разливки на слитки в изложницы. Однако их различие (связанное с решением тех или иных технологических задач) не вносит принципиальных изменений в структуру и свойства готового проката. Значительно большие изменения возникают при переходе па новый прогрессивный способ получения слитков на машинах непрерывного литья заготовок [24]. Новый способ имеет большое пародпохозяйствеппое значение, так как позволяет избежать прокатки слитков па обжимных, заготовительных станах; при этом резко увеличивается выход годного проката из слитков, уменьшаются энергетические и материальные затраты производства. Вместе с тем специфическая структура слитка, отражающая условия формирования пепрерывполигой заготовки в полом водоохлаждаемом кристаллизаторе при непрерывном вытягивании, является причиной возможного возникновения специфических дефектов. Главные из них -осевая рыхлость, осевая химическая неоднородность, осевые трещины. В поперечном сечении листовой заготовки (сляба) эти дефекты располагаются в зоне, имеющей вид прямолинейной полосы, проходящей по центру сечения параллельно большим граням слитка. В готовом прокате осевая химическая неоднородность проявляется в виде сильно обогащенного углеродом, серой и фосфором (иногда и марганцем) центрального слоя толщиной 0,5-3 мм в срединной плоскости листа. Этот слой служит местом образования неблагоприятной микроструктуры, снижает пластичность и прочность при растяжении в направлении толщины; в нем концентрируются неметаллические включения и нарушения сплошности. Часто нарушения сплошности в виде трещин слоистого разрушения в зоне осевой ликвации листов из пепре-рывполигых заготовок образуются у потребителя при сварке, огневой резке, рубке па ножницах, штамповке и гибке. Согласно многочисленным (главным образом зарубежным) исследованиям исключить или уменьшить осевую химическую неоднородность и вероятность образования связанных с пей дефектов удается комплексом мероприятий, включающим повышение чистоты стали по неметаллическим включениям, например впепечпой обработкой, снижением температуры литья, точным регулированием зазора между роликами, вытягивающими заготовку из кристаллизатора, применением устройств для электромагнитного перемешивания затвердевающего расплава в слитке и др. К сожалению, в пашей стране этой проблеме пока не уделяется необходимого внимания. В настоящее время разливка па машинах непрерывного литья заготовок производится главным образом для спокойных сталей, реже - для полуспокойпых. Разливка этим способом кипящих сталей затруднена образованием в слитках крупных газовых пор. Химический состав стали - главная ее характеристика. Химический состав стали определяет ее марку. При этом содержание химических элементов для данной марки стали задается не дискретно, а некоторым интервалом, в пределах которого изменение химического состава не должно сопровождаться выведением свойств за границы гарантируемых уровней. Ширина интервала связана с возможностью сталеплавильного производства соблюдать заданную композицию. Стали, в которых отсутствуют специальные добавки легирующих элементов или имеется лишь небольшое их количество, обусловленное технологией выплавки, называются углеродистыми. По содержанию углерода различают стали пизкоугле-родистые (до 0,25 % С), средпеуглеродистые (0,3-0,6 % С) и высокоуглеродистые (свыше 0,6 % С). Для сварных строительных металлоконструкции используют преимущественно стали с низким содержанием углерода. Они поставляются по ГОСТ 380-88*, ГОСТ 14637-89* и ГОСТ 27772-88*. В некоторых случаях используется углеродистая сталь по ГОСТ 1050-88*, главным образом, в виде труб. Стали, в которые специально вводятся добавки легирующих элементов для обеспечения требуемых свойств, называются легированными. Они могут содержать ОДИН, два, три и более легирующих элемента. Так, различают марганцовистую, хромистую, кремнемарганцовистую, хромоникельмолибденовую и другие легированные стали. Легированные стали с небольшим содержанием легирующих элементов, обычно в сумме не превышающим 2-3 % по массе, и с низким содержанием углерода, используемые в строительстве, машиностроении, судостроении для изготовления сварных металлоконструкций, вьщелены в особую группу, их называют низколегированными. Потребитель применяет эти стали, как правило, в состоянии поставки, т.е. без дополнительной термической обработки. Прокат низколегированных сталей для строительных металлоконструкций поставляется по ГОСТ 19281-89* (сортовой и фасонный), ГОСТ 19282-73* (листы и широкие полосы), ГОСТ 6713-91, ГОСТ 27772-88* и ряду технических условий. Стали с общим содержанием легирующих элементов более 10 % по массе при содержании одного из элементов не менее 8 % называются высоколегированными. Они являются носителями особых свойств: коррозионной стойкости, жаростойкости, жаропрочности, хладостойкости при низких отрицательных (криогенных) температурах и др. Их используют в строительных металлоконструкциях только для специальных целей. Эти стали поставляются по ГОСТ 5632-72* и специальным техническим условиям. Состояние поставки является важным показателем качества, так как обычно в строительных конструкциях металлопрокат используется в том виде, в котором он выпускается металлургическими заводами. В большинстве случаев металлопрокат поставляется непосредственно после обычной горячей прокатки. В этом состоянии ОН редко обладает оптимальным сочетанием свойств. Возможна также поставка стали в термически обработанном состоянии, причем различают два основных вида термической обработки проката: нормализацию и термическое улучшение. Нормализация - нагрев, до 890-950 °С с последующим охлаждением на воздухе измельчает микроструктуру и делает ее более однородной, повышает вязкость и пластичность. Термическое улучшение включает закалку - резкое охлаждение проката в воде или ВОДЯНЫМ душем после нагрева до 890-950 °С и отпуск - нагрев и вьщержка при 550-700 °С. Термическое улучшение существенно измельчает микроструктуру стали, повышает прочность и хладостойкость. Различают термическое улучшение с закалкой после специального нагрева (в камерной и методической печах) и с закалкой с использованием тепла прокатного нагрева. В последнее время находит применение производство проката, при котором измельчение микроструктуры, повышение прочности и хладостойкости достигается непосредственно в процессе горячей деформации надлежащим выбором темпера-турно-деформационных режимов, уменьшением температуры конца прокатки и увеличением обжатий при этих пониженных температурах. Такой процесс носит название контролируемой прокатки [25]. Еще более благоприятный комплекс свойств прочности и хладостойкости удается получить с ПОМОЩЬЮ технологии, в которой контролируемая прокатка сочетается с ускоренным охлаждением, близким к охлаждению при закалке при термическом улучшении. Этот технологический процесс называют термомеханической обработкой или высокотемпературной термомеханической обработкой. 1 2 3 4 5 ... 57 |
|||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |