

|
|
|
Навигация
|
Главная » Мануалы лой плотностью КВМ на основе волокон кевлар-49 делают их незаменимыми материалами для резервуароЁ, работающих под давлением. Выбор параметров намотки и процесса производства (натяжение при намотке, режимы намотки и отверждения, вид связующего и т. д.) определяет качество изделия и дает возможность достаточно полно реализовать свойства волокна кевлар в намоточных моделях. Существует возможность оптимизации процесса намотки лентой из нитей при отношении diD в куполе модели менее чем 0,1; LID менее чем 3,0 и при усилении мест соединений. Это повышает технические характеристики при производстве закрытых емкостей примерно на 10 %. 12.3.4.2. Влияние давления прессования и вида эпоксидных связуюиих на свойства сосудов Как видно в табл. 12.20 [28], где при каждой скорости прессования испытывали шесть сосудов, не существует явных различий в свойствах сосудов высокого давления из КВМ, полученных даже при десятикратном варьировании скоростей прессования. В то же время, данные, приведенные в табл. 12.21-12.23 (см. также табл. 12.14) [13], свидетельствуют о том, что применяемые связующие существенно влияют на свойства формуемых со- 12.20. Влияние скорости прессования на характеристики сосудов из КВМ на основе волокна кевлар-49 н эпокснсвязующнх 12.21. Характеристика сосудов нз КВМ ва основе волокна кевлар-49 н контрольных эпокснстем
Среднее разрушающее давление , кПа 95 %-ная доверительная вероятность Св, % Масса композита W, г Средняя характеристика сосуда PK/Wj кПа-м'/кг 95 %-ная доверительная вероятность Св, % Объемная доля волокна V-n о, % Св, % Средняя прочность при разрушении поперек волокон 2, МПа 95 %-ная доверительная вероятность 16 400 930 5,6 43,3 368 22 6,1 68,4 4,0 2720 160 5,5 16 700 930 5,6 43,1 360 22 6,0 68,4 2,1 2680 160 5,7 * Все образцы были в виде сосудов диаметром 102 мм и объемом 9,49-10 * м^ Соотношение волокон по кольцу и оси 1 : 5. Все сосуды были изготовлены в идентичных условиях вакуумной пропитки, испытывалнсь при 21 °С и разрушались по кольцу. 3 Оценка проведена по данным сетевого анализа.
Характеристика сосудов * Характеристика волокна PVlWs, кПа Коэффициент вариации Св, % Характеристика композита. Р K/Wj кПа-м*/кг Коэффициент вариации Св, % Средняя расчетная прочность во локна по кольцу. МПа 522±9 575±22 492±6 1,1 4.5 6.4 368±9 399±13 353±18 543±6 1,4 1,6 1974 3,9 2286 5,6 1920 1,0 2164 534±9 2,0 379±3 380±5 2091 Жизнеспособность этой эпоксисистемы относительно мала. 3 Объем каждого сосуда равнялся 9,75-10-* м'. Было изготовлено две группы по четыре сосуда в каждой нз волокон взятых из различных шпуль в разное время. * Допуски объема выбраны для 95 %-ной доверительной вероятности. 12.22. Характеристика сосудов, полученных намоткой из волокна кевлар-49 и эпоксисистем со средним временем жизнеспособности
Компоненты Цикл гелеобразования, WK Цикл отверждения, ч/К Данные КВМ сосуда Число образцов 2 Масса волокна VFj г Масса композита VFj г Объемная доля волокна Кв. о. % Разрушающее давление Рр, МПа Коэффициент вариации Св, % Характеристика сосудов Характеристика волокна PVIW, кПа-мЗ/кг Коэффициент вариации Св, % Характеристика композита PVlK, кПа-мЗ/кг Коэффициент вариации Св, % Расчетная прочность волокна в кольцевом слое XD imlERL 4206/Тонокс 60-40 4,0/60 3/120 XD 7575/02/ XD 7818/ ERL 4206/ Тонокс 60-40 4,5/60 3/120 XD 7575/02/ XD 7818 XD 7114 Тонокс 60-40 16/60 4/120
1 Объем каждого сосуда равнялся 9,75-10-* м^ Было изготовлено две группы по четыре сосуда в каждой из волокон, взятых из различных шпуль в различное время. Допуски объема выбраны для 95 %-ной доверительной вероятности. судов [3]. На рис. 12.34 представлена схема модели сосуда высокого давления, которая использовалась для проведения описанных экспериментов 28-331. При двухосном нагружений (в том числе модель, находящаяся под нагрузкой) природа связующего, которое во многом определяет сдвиговые характеристики КВМ, оказывается очень важной [30]. 12.3.4.3. Усталостные свойства Авторы работы [291 изучали усталостные свойства сосудов высокого давления диаметром 102 мм, футерованных резиной. Было исследовано 25 моделей, подвергнутых давлению взрывом Рр 12.23. Характеристика сосудов, изготовленных намоткой из волокна кевлар-49 н эпоксисистем с большой жизнеспособностью
Компоненты Цикл гелеобразования, ч/К Sикл отверждения, К Данные КВМ сосуда * Число образцов 2 Масса волокна VFjj, г Масса композита W, г Объемная доля волокна Кв. о. % Разрушающее давление Рр, МПа Коэффициент вариации Св, % Характеристика сосудов Характеристика волокна PVlW-B, кПа-м^кг Коэффициент вариации Св, % Характеристика композита PV/VFk, кПа-м^кг Коэффициент вариации Св, % Средняя расчетная прочность волокна в кольцевом слое XD 7818/ XD 7818/ XD 7575,02/ XD 7114 XD 7114 XD 7818/ 7114 Тонокс LC Тонокс 60-40 Тонокс 60-60 2,6 DAP 4,5/60 5/60 5/60 3/120 4/l20-f4/l55 4/120-f4/l55 ERE 1359/ RD 2/2,6 DAP 12/80 2/100+ +2/125+ +4/150
461d=ll 336±9 3,2 1084 432±15 305±9 3,7 1682 424+14 298±9 3,7 1688 426+9 299+4 1,5 719 1 Объем каждого сосуда равнялся 9,75-10 * м'. 2 Было изготовлено две группы по четыре сосуда в каждой из волокон, взятых из различных щупль в разное время. Допуски объема выбраны для 95 %-ной доверительной вероятности. и 25, подвергнутых циклическому нагружению с частотой 1 Гц с амплитудой 4 ... 91 % среднего давления взрыва Pp.ср; 25 моделей, подвергнутых действию периодических импульсов прямоугольной формы с частотой 0,33 Гц с амплитудой давлений, со- ставляющей 4 ... 91 % Рр.ср; 25 образцов было подвергнуто длительному статическому нагружению при Рст = 91 % Рр.ср- Полученные результаты сведены в табл. 12.24 [25]. При изменении давления взрыва Рр относительно среднего Рр.ср на 9,5 %, число циклов до разрушения Л'р изменяется более чем в 50-60 раз. Наиболее важным является то, что время жизни КВМ на основе волокна кевлар-49 в моделях сосудов высокого давления зависит от числа циклов и времени приложения нагрузки. Время жизни (долговечность) 9 модели под постоянной нагрузкой Рст = 91 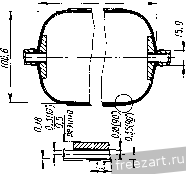 Рис. 12.34. Экспериментальный сосуд высокого давления (все размеры в миллиметрах, в скобках указаны углы намотки) значительно больше, нежели долговечность образца, под-ве ргнутого циклической нагрузке. При одинаковой амплитуде нагрузок (4 ... 91 % Pp. ср) долговечность модели при синусоидальном нагружеиии больше, нежели при прямоугольном импульсе. 12.3.4.4. Сосуды, футерованные резиной и алюминием В Ливерморской лаборатории им. Лоренса изучалась также долговечность цилиндрических и сферических сосудов высокого давления диаметром 203 мм при комнатной и низких температурах (температуры жидкого азота и жидкого водорода). Внутренняя герметизация была выполнена либо бутилкаучуком, либо алюминием. Результаты испытаний приведены в табл. 12.25- 12.28 [33]. Основные выводы по проделанным исследованиям сделаны следующие. Наилучшие результаты получены для сферических сосудов высокого давления, герметизированных изнутри алюминием толщиной 0,76 мм: на единицу массы КВМ фактор прочности составляет 441 кПа-MVKr. В случае исключения массы алюминия из всех моделей удельные прочностные характеристики возрастают более чем на 70 %. Эксплуатационные характеристики для моделей сферической и цилиндрической форм практически совпадают. Различие между двумя типами моделей сосудов высокого давления обусловлены лишь различиями в размерах, а также зависят от возможностей и типа намоточного оборудования. 380 12.24. Результат взрывных, усталостных и статических нспытанин сосудов высокого давления диаметром 102 мм нз волокна кевлар-49 н эпоксисвязующего
13,69 13,93 14,14 14,44 14,55 14,75 14,79 14,89 14,96 15,00 15,10 15,24 15.27 635 1 030 3 440 4 230 11 800 12 100 12 600 14 300 18 800 22 300 24 500 1 2 31 50 83 88 242 393 2740 3680 4030 4690 7060 0,0000 0,0047 0,0120 0,0190 0,0320 0,0340 0,0940 0,1500 1,1000 1,4000 1,6000 1,8000 2,8000 О 28 151 154 ►>500 >500 >500 >500 >500 >500 >500 >500 500 15,34 15,38 15,38 15,38 15,51 15,62 15,72 15,72 16,00 16,10 16,34 16,38 27 100 35 600 88 700 95 200 104 ООО 129 ООО 132 ООО 144 ООО 176 ООО 193 ООО 200 ООО 430 ООО 7140 7210 7640 12 000 14 500 14 700 19 400 22 200 26 400 45 ООО 45 100 54 300 2800 2800 3,0000 4,7000 5,6000 5,7000 7,6000 8,6000 10,0000 18,0000 18,0000 21,0000 >500 >500 >500 >500 >500 >500 >500 >500 >500 >500 >500 >500 Все разрушения происходили по кольцевым слоям (каждый второй образец разрушался при давлении Рр = 12,27 МПа). Масштабного эффекта на моделях диаметром 102 и 203 мм не наблюдалось. При обеих криогенных температурах эффект их влияния на разрушение волокна и другие эксплуатационные характеристики КВМ оказывается мал. 12.3.4.5. Толстостенные сосуды высокого давления из волокна кевлар-49 и эпоксидных связующих Теоретический анализ толстостенных сосудов высокого дав ления [31 ], герметизированных металлом, показывает, что наиболее эффективной композицией оказывается сочетание тонкого сферического алюминиевого сосуда, усиленного толстостенным КВМ на основе волокна кевлар-49: разрушение такой конструкции наблюдается при давлении 425 МПа. Однако градиент напряжений, возникающих в анизотропной структуре сосуда высокого давления из КВМ, заставляет увеличивать толщину изотропного металла. Потери эксплуатационных свойств за счет градиента напряжений, возникающих при увеличении толщины стенок, могут быть уменьшены введением в органопластик более жесткой компоненты (например, углеродного волокна). E s О eg о cd 3 S о o. и a я ig E 11 -I 11 S Й о E 5 Ef ,..9Sl-d .esi-d t isi-d < e S o> - CO 00 of 2 o> -. CO 00 о e- -+ й 01 .1 CO 00 !N =i, - Q. 00 o> - CO 00 tt< 00 - to = OO CO 3 о о CO to о -. CD - -* c l l S !N -O о CO t~ ,-гоо CO t- , о - - - 00 p -.OO CO t- о Ю - CD * CO OO CO <o - - - a: in -OO CO t-- о о CO CD о Ю to Ol .n * о о CO о о CO to CQ о та , a, о to 0!N * о -. CO о !N -. to к о X et л в у s в trJ 2 со- COJ TO +S + &3 & n о n S CJ S ciho о о to 5co о CO C.CO M §Ш8 \ - 00 - CO CO CO n oi <N CO QUqCi u R S Si SJ = § 2 2 Й R R R о 5* g< UUUU40 Hi cu mi >au я iu 12.26. Характеристика цилиндрических сосудов из КВМ на основе волокна кевлар-49 и эпоксидного связующего, футерованных алюминием (диаметром 203 мм, толщина алюминиевого листа 0,76 мм; температура испытаний 21 °С)
1 Связующее DER 332/Т-403 (соотношение массовых долей 100: 36). Отверждение 16 ч при комнатной температуре и термофиксация 3 ч при 73,9 °С. 2 Скорость подъема давления 69 кПа/с. 8 Локализация разрушения: Н - кольцо; Ф - фитинг. 12.27. Характеристика сферических сосудов диаметром 203 мм из КВМ на основе волокна кевлар-49 и эпоксидного связующего DER 332/Т-403 (100 : 36 массовых частей, отверждение около 8 нед. при 21 °С)
Тип бобышки Число сосудов Объем Vc, 10-S, м? Разрушающее давление, МПа Характеристика композита, PV/W, кПа-м^кг Толщина стенки композита, мм Масса композита W, г Объемная доля волокна V. о, % БД 10
1 Скорость подъема давления 86 кПа-c-i. 2 Каучуковый слой поверх перфорированного алюминия. Скорость подъема давления 115 кПа-c-i. Линейные эффекты в расчет не принимались. * Данные соответствуют линейному эффекту. Сокращения: БД - большая двойная; МП - малая простая; СО - стандартное отклонение; Ср - среднее значение. 12.28. Свойства сферических (СЕ) и цилиндрических (ЦЕ) емкостей из КВМ на основе волокна кевлар-49 н эпоксидного связующего при температуре жидкого водорода (-253 °С) (связующее DER 332/7-403 с соотношением массовых частей 100 : 36; футеровка - листовой алюминий)
1 Гелеобразование - 3 ч прн 60 °С, отверждение - 3 ч при 73,9 °С. ? Гелеобразование н отверждение прн комнатной температуре. 8 Без применения линеаризации. 12.3.4.6. Резервуары высокого давления из КВМ, футерованные металлом По заданию НАСА были проведены исследования [32] по сравнительной оценке сферических емкостей диаметром 318 и 635 мм из КВМ на основе кевлара-49 и эпоксисвязующего, титановых сплавов, а также сплавов 6AI-4V и Инконель 718. Эти резервуары были предназначены для хранения сжатых газов для орбитальных двигателей и систем жизнеобеспечения кораблей системы Шаттл в космосе. Реализация этой программы выявила следующие преимущества КВМ-резервуаров, футерованных металлом. В отличие от цельнометаллических емкостей в таких резервуарах отсутствуют другие возможности утечки газа, кроме утечки при полном разрушении сосуда. Масса такого резервуара примерно на 25 % меньше цельнометаллического. Описанные выше емкости выдерживают до 1600 циклов, причем, если в качестве герметизирующего металла взят титан, то рабочее давление находится в пределах О ... 31 МПа; для резервуаров, футерованных сплавом Инконель диапазон составляет О ... 23 МПа, при критическом давлении 34 МПа. Максимальные давления взрыва, закладываемые при проектировании, равны соответственно 46 МПа и 34 МПа.
Объемная доля волокна, % Плотность, кг/м' Предел прочности на разрыв, МПа Модуль упругости, ГПа Деформация при разрыве, % Напряжение сжатия прн е=0,2%, МПа Модуль сжатия, ГПа Предел прочности прн изгибе, МПа Модуль упругости при изгибе, ГПа Напряжение изгиба прн е=0,02%, МПа Прочность при сдвиге (метод короткой балки ), МПа Предел прочности при сдвиге ( рельсовый метод), МПа Модуль сдвига ( рельсовый ) метод, ГПа 50 1330 517 31 1,7 83 31 345 27,6 172 40 1300 414 24 207 20 97 440 23 220 19 1 Эпоксисвязующее ВР-907 фирмы АЦ; автоклавное формование. 2 Полиэфир Корезин. 5 Отверждающийся при комнатной температуре полиэфир Атлак 382-05 фирмы Ай-сн-Ай с перекисью МЕК. 12.30. Термические и электрические свойства КВМ на основе ткани кевлар-49 н эпоксидных связующих Свойства Значение Теплопроводность, Вт/(м-К): поперек слоев ткани при V. о = 46 % 0,22 параллельно основе 0,91 Температурный коэффициент линейного расширения, 10-VK * О Диэлектрическая постоянная при Vg. о = 58 % и / = 9,3 ГГц: перпендикулярно основе 3,3 параллельно основе (комнатная температура) 3,7 перпендикулярно основе при Vs. о = 48 % и / = 1, МГц 4,1 Тангенс угла потерь при Vb. о = 58 % и / = 9,3 ГГц: 0,010 перпендикулярно основе параллельно основе (комнатная температу1эа) 0,013 перпендикулярно основе при Vb. о = 48 % н f = 1 МГц 0,024 Электрическая прочность при Vb. о = 48%, Вт/мм 24,4 Удельное сопротивление при Vb о ~ 48%, Ом-м: объемное 5-10= поверхностное 5-10! Дуговое сопротивление при Vb. о = 48 %, с. 125 13 П/р Дж. Любина Согласно этой программе реализованная прочность волокна кевлар-49 составляла 2200 МПа при его объемной доле 60 %. Это весьма существенно, так как наибольшие трудности в этой программе были связаны с созданием герметических металлических резервуаров. 12.3.5. Текстолиты Все известные композиционные материалы на основе текстильных структур нз волокон кевлар-49 включают либо эпоксидные, либо полиэфирные связующие [38]. В табл. 12.29 [8] приведены механические свойства различных структур ткань - связующее; электрические и термические свойства их приведены в табл. 12.30 [7, 8]. 12.3.6. Гибридные композиты Композиционные материалы на основе волокна кевлар имеют довольно низкие сдвиговые характеристики. Обычно эта проблема решается включением в состав армирующей компоненты КВМ других волокон, например углеродных, т. е. путем создания гибридного композита. Арамидные и углеродные волокна обычно хорошо совмещаются в материале благодаря близким значениям коэффициентов линейного расширения. В кевлар-углеродных КВМ отсутствуют основные недостатки углепластиков - высокая цена и полное разрушение как следствие большой хрупкости. В кев-лар-стеклопластиковых гибридах отсутствуют основные недостатки стеклопластиков, в частности малая гибкость. Возможности создания различных комбинаций КВМ описаны в работах [34- 37]. Мы ограничимся основными свойствами однонаправленных текстолитных гибридных материалов. По данным фирмы Файберайт в табл. 12.31 представлены свойства однонаправленного гибридного КВМ на основе углеродного (торнел-300) и органического (кевлар-49) волокон с использованием связующего файберайт-934 при общей объемной доле волокна Ув.о = 60 % [34]. В табл. 12.32 приведены данные по гибридным текстолитным композитам при V.o ~ 60 % [35]. 12.31. Свойства однонаправленных гибридных КВМ на основе волокон торнел-3000, кевлар-49 и эпоксидного связующего
12.32. Свойства гибридных КВМ на основе сбалансированных тканей нз волокон торнел-3000, кевлар-49 и эпоксидного связующего Соотношение с торнел-ЗООО/кевлар-49 Связующее Растяжение Е, ГПа в-МПа С to (oS С о Т^д (метод короткой балки ), МПа 0: 100 50 : 50 75: 25 100 : О 50: 50 Файберайт-934 ВР-907 3 1400 1490 1570 1600 1440 35,9 48,3 57,2 60,0 4Q,0 545 400 434 434 414 76 159 221 324 165 228 317 55.8 290 26 29 32 40 48 1 Сбалансироваииые ткани содержат равиое число волокон по основе и Поставщик - фирма Американ цианамид . 12.33. Свойства связующих
Работоспособность м. Н/м' Иоиомер Полиэтилен Нейлон 12 Поликарбонат Полиметилметакрилат 950 950 1010 1200 1190
12 6.2 4,6 1,58 2,08 4,10 2,34 2,08 Примечания. 1. Предел текучести определяетси по первому пику кривой зависимости напряжение - деформация. 2. Работоспособность - площадь под кривой зависимости напряжение - деформация. - Прим. ред. пер. Использование кевлар-49 в гибридных композитах с углеродными волокнами улучшает свойства ударной вязкости КВМ по сравнению с углепластиками, но при некотором снижении прочности и жесткости [37]. Вместе с тем КВМ на основе гибридных текстолитов более энергоемки при производстве и дороже, нежели КВМ из углеродных препрегов. Следовательно, гибридные текстолиты не так хороши, как пластики на основе препрегов из однородных материалов [35]. 12.3.7. Композиционные материалы, усиленные штапелем В работе f.38] было изучено разрушение термопластов, армирующей компонентой которых являлись короткие ориентированные волокна. Авторы пришли к выводу, что начальное разруше-13* 387 ние происходит за счет выдергивания волокон в пластичных и хрупких материалах. Матрица становится более жесткой при относительно невысоком содержании волокна. С увеличением объемного содержания волокна в КВМ жесткость его становится более зависимой от жесткости волокна. Введение всего лишь V, о = = 20 % коротко нарезанного волокна кевлар-49 существенно улучшает свойства КВМ. В табл. 12.33 [381 приведена характеристика различных матричных материалов (связующих). В табл. 12.34 и 12.35 [381 сведены данные о прочностных и сдвиговых свойствах КВМ, армированных короткими волокнами кевлар-49. 12.34. Прочностные свойства КВМ, усиленных короткими волокнами кевлар-49 20 %
12.35. Сдвиговая прочность однонаправленных КВМ из непрерывных нитей кевлар-49 с объемной долей 20 %
1 Отчетливого разрушения при сдвиге ие наблюдалось. 12.4. Применение КВМ КВМ на основе арамидных волокон кевлар-49 с эпоксидными, полиэфирными и другими связующими успешно применяются в самых различных областях, включая авиацию, в военных разработках, при изготовлении спортивного снаряжения, различных   Рис. 12.35. Детали самолета L-1011, изготовленные из КВМ на основе волокна кевлар-49: ; - обтекатель антенны радиолокатора: 2 - интерцентр крыла; 3 - зализ стыка крыла с фюзеляжем; 4 - обтекатель пилона двигателя Рис. 12.36. Сосуд для сжиженного газа, изготовленный из КВМ и облицованный алюминием  Рис. 12.37. Ракетный двигатель с корпусом из КВМ оболочек и т. д. Области применения волокна кевлар-29 ограничены в основном производством кабелей и канатов. Кроме того, кевлар-29 используется для получения корда, идущего для армирования шин и других резинотехнических изделий. 12.4.1. Применение КВМ в авиации и военной технике Высокие физико-механические характеристики КВМ на основе волокна кевлар-49 определяют их использование в гражданской авиации и вертолетостроении для изготовления полов, две-  Рис. 12.38. Защитная каска из КВМ рей, части несущих конструкций, переборок и т. д. (рис. 12.35). Сосуды высокого давления используются для хранения жидких газов в системах жизнеобеспечения (рис. 12.36). В военной технике КВМ находит применение в корпусах ракетных двигателей (рис. 12.37). Из него изготовляют органопластиковые защитные каски (рис. 12.38). 12.4.2. Спортивное снаряжение Применение КВМ на основе волокна кевлар-49 для изготовления спортивного снаряжения обусловлено такими свойствами этих материалов, как малая плотность в сочетании с хорошей ударостойкостью, способностью гасить вибрации и гибкостью. Из КВМ изготовляют каяки (лодки), хоккейные клюшки и виндсерферы. 12,4.3. Канаты Волокна кевлар-29 и кевлар-49 как в чистом виде, так и им-прегнированные каучуком быстро заменили стальные канаты при глубоководных исследованиях, в горном деле, при бурении и в оснастке судов. Небольшая плотность и высокие прочностные характеристики при использовании волокон кевлар в кабеле уменьшают стоимость транспортных работ и позволяют использовать более экономичное оборудование. Коррозионная стойкость и хорошие электроизоляционные характеристики делают эти волокна особенно ценными при изготовлении канатов. 12.4.4. Использование КВМ в маховиках На рис. 12.39 показано, как КВМ может быть использован для замены металлических маховиков. В экспериментальных аккумуляторных электромобилях, такой маховик используется как инерционный элемент двигателя.  Рис. 12.39. Маховик из КВМ с алюминиевой ступицей-крестовиной 12.4.5. Шинный корд С целью облегчения конструкции и для увеличения срока службы радиальных автомобильных шин фирма Дюпон заменила стальной кордкордом из волокна кевлар. Корд из кевлара имеет более высокие прочностные характеристики и лучшую термостабильность, нежели вискозный или полиэфирный корд, большую долговечность, лучшее сопротивление удару, хорошие антикоррозионные свойства в сочетании с малой массой по сравнению со стальным кордом. 12.4.6. Пулезащитная одежда и броня из КВМ Применение волокон кевлар-29 и кевлар-49 вдвое повышает защитные свойства пуленепробиваемых жилетов по сравнению с нейлоновыми изделиями равной массы. Для брони при использовании текстолитов на основе кевлара фирма Дюпон добилась уменьшения массы на 30 % по сравнению со стеклополиэфирными композиционными материалами. Волокна кевлар-29 сочетают в себе высокие противоударные характеристики и сопротивление срезу с малой плотностью. 12.4.7. Другие примеры промышленного применения КВМ Волокна кевлар имеют очень широкие области применения. Их применяют для изготовления приводных ремней, шлангов, лент конвейеров, обрезиненных ограждений, электромонтажных плат, диффузоров громкоговорителей и многого другого. СПИСОК ЛИТЕРАТУРЫ 1. Blades Н., Dry-Jet Wet Spinning Process*, U. S. Patent 3,767,756, October 23, 1973. 2. Penn L., Newey H. A. and Chiao T. Т., Chemical Characterization of a High-Performance Organic Fiber , J. Mat. Sci. 11, 190 (1976). 3. Penn L., Lawrence LivermoreLaboratory, private communication (1976). 4. Northolt M. G., X-Ray Diffraction Study о Poly (p-Phenylene Terephtala-mide) Fibers*, European Polym. J. 10, 799 (1974). 5. Chiao T. Т., Hamstad M. A., Marcon M. A., and Hanafee J. E., Filament-Wound Kevlar 49/Epoxy Pressure Vessels, Lawrence Livermore Laboratory Report UCRL-51466 (1973). See also National Aeronautics and Space Administration Report NASACR-134506 (1973). 6. Abbott N. J., Donovan J. G., Schoppee M. M., and Skelton J., Some Mechanical Properties of Kevlar and Other Heat Resistant, Nonflammable Fibers, Yarns, and Fabrics*, Air Force Materials Laboratory, Technical Report AFML-TR-74-65, Part III (1975). 7. Greenvifood J. H. and Rose R. G., Compressive Behavior of Kevlar 49 Fibers and Composites*, J. Mat. Sci. 9, 1089 (1974). 8. Kevlar 49 Data Manual, DuPont de Nemours Chemical Co., Wilmington, Delaware, 1974. 9. Sturgeon D. L. G. and Venkatachalam T. K-, Potential Contribution of High Strength, High Modulus Aramid Fibers to the Commercial Feasibility of Ligh-ter-Than-Air-Craft , paper presented at Lighter-Than-Air Workshop, sponsored by the Flight Transportation Laboratory of MIT, the U. S. Navy, and the National Aeronautics and Space Administration, Monterey, California, September 9-13, 1974. 10. Riewald P. G. and Venkatachalam T. K-, Kevlar Aramid Fiber for Rope and Cable Applications*, paper presented at the Marine Kevlar Cable Workshop, sponsored by the Marine Technology Society Cable and Connector at the Offshore Technology Conference, Houston, Texas, May 6, 1975. 11. Chiao T. T. and Moore R. L., ((Strength of S-Glass Fiber*, SAMPE Quart. 3 (3), 28 (1972). 12. Chiao T. Т., Wells J. E., Moore R. L., and Hamstad M. A., Stress-Rupture Behavior of Strands of an Organic Fiber/Epoxy Matrix*, American Society for Testing and Materials, Standard Testing Procedure, ASTM STP-546, 209 (1974). 13. Chiao T .Т., Jessop E. S., and Hamstad M. A., Performance of Filament-Wound Vessels from an Organic Fiber in Several Epoxy Matricies*, in: Proceedings of the 7th National SAMPE Technical Conference, Albuquerque, New Mexico, October 14-16, 1975, p. 202. 14. Chiao T. T. and Moore R. L., Tensile Properties of PRD-49 Fiber in Epoxy Matrix*, J. Composite Mat. 7, 547 (1972). 15. Chiao C. C, Sherry R. J., and Chiao T. Т., Strength Retention and Life of Fiber Composite Materials*, Composites 7, 107 (1976). 16. Chiao C. C, KLong-Term Performance of Fiber Composites*, in: Proceedings of the 1975 Flywheel Technical Symposium, p. 160, sponsored by the U. S. Energy Recources and Develoment Administration and the Lawrence Livermore Laboratory, Berkeley, California, November 10-12, 1975. 17. Chiao C. C., An Accelerated Test for Predicting the Lifetime of Organic Fiber Composites*, in: Proceedings of the 3rd Biennial AIME Symposium: Failure Modes in Composites, Las Vegas, Nevada, February 22-26, 1976, p. 157. 18. Chiao C. C, Sherry R. J., and Hetherington N. W., Experiraental Verification of an Accelerated Test for Predicting the Lifetime of Organic Fiber Composites*, J. Composite Mat. 11, 79 (1977). 19. Bunsel A. R., The Tensile and Fatigue Behavior of Kevlar-49 (PRD-49) Fibre*, J, Mat., Sci. 10, 1300 (1975). 20. Hamstad M. A. an Chiao T. Т., Acoustic Emission from Stress-Rupture and Fatigue of an Organic Fiber Composite*, American Society for Testing and Materials, Standard Testing Procedure, ASTM STR-580, 201 (1975). 21. Penn L. S. and Jessop E. S., Fiber-Composite System for Energy-Storage Flywheels*, in: Proceedings of the 22nd National SAMLE Symposium, San Diego, California, April 26-28, 1977, p. 442. 22. Clements L. L. and Moore R. L., Composite Properties for an Aramid Fiber in a Room-Temperature-Curable Epoxy*, Lawrence Livermore Laboratory Report UCRL-79549 (1977). See also SAMPE Quart. 9 (1), 6 (1977). 23. Hanson M. P., Effect of Temperature on the Tensile and Creep Characteristics of PRD-49 Fiber/Epoxy Composites*, National Aeronautics and Space Adminisfr.-ition, Technical Memorandum X68053 (1972). 24. Ericksen R. H., Room Temperature Creep of Kevlar 49/Epoxy Composites*, Composites 7 (3), 189 (1976). 25. Chiao C. C. and Moore R. L., Evaluation of Interlaminar Shear Test for Fiber Composites*, Lawrence Livermore Laboratory Report, UCRL-4i766 (1975). 26. Chiao C. C, Moore R. L., and Chiao T. T. Measurement of Shear Properties of Fiber Composites-I. Evalution of Test Methods*, Composites, 161 (July 1977). 27. Chiao C. C, Moore R. L., and Chiao T. Т., Measurement of Shear Properties of Fiber Composites-II. Shear Properties of and Aramid Fiber in Several Epoxy Resins*, Composites, 171 (July 1977). 28. Chiao C. C. and Marcon M. A., Filament-Wound Vessel from an Organic Fi-ber-Epoxy System*, 28th Annual Conference, Reinforced Plastics/Composites Institute, SPI, Washington, D. C, February 6-9, 1973, Section 9-B, p. 1. 29. Hamstad M. A., Chiao T. Т., and Patterson R. G., sFatigue Life of Organic Fiber/Epoxy Pressure Vessels*, in: Proceedings of the 7th National SAMPE Conference, Albuquerque, New Mexico, October 14-16, 1975, p. 217. 30. Lark R. F., Recent Advances in Lighweight Filament-Wound Composite Pressure Vessel Technology*, Composites in Pressure Vessels and Piping, ASME, Publication No. PVP-PB-021, p. 17 (1977). 31. Gerstle F. P., Jr. and Moss M., Thick-Walled Spherical Composite Pressure Vessels*, Composites in Pressure Vessels and Piping, ASME Publication No. PVP-PB-021, p. 69 (1977). 32. Ecord G. M., Composite Pressure Vessels for Space Shuttle Orbiter*, Composites in Pressure Vessels and Piping, ASME Publication No. PVP-PB-021, p. 129 (1977). 33. Chiao T. T. and Hamstad M. A., High-Performance Vessels from an Aromatic Polyamide Fiber/Epoxy Composite*, in: Proceedings of the 1975 International Conference on Composite Materials, Geneva, Switzerland and Boston, Mas-sachussetts, April 7-11 and 14-18, 1975, Vol. 2, p. 365. 34. Zweben C. H., Hybrid Fiber Composite Materials*, in: Proceedings of the 1975 International Conference on Composite Materials, Geneva, Switzerland and Boston, Massachussetts, April 7-11 and 14-18. 1975, Vol. 1, p. 345. 35. Zweben C. H. and Norman J. C, Kevlar 49/Thornel 300 Hybrid Fabric Com-posits for Aerospace Applications*, in: Proceedings of the 21st National SAMPE Symposium Exhibit, Los Angeles, California, April 6-8, 1976. 36. Riewald P. G. and Zweben C. H., Hybrid Composites for Commercial and Aerospace applications*, 30th Annual Conference Reinforced Plastics/Composites Institute, SPI, Washington, D. C, February 6, 1975, Section 14-B, p. 1. 37. Norman J. C, Damage Resistance of High Modulus Aramid Fiber Composites in Aircraft Applications*, paper presented at the Society of Automotive Engineers Business Aircraft Meeting, Wichita, Kansas, April 8-11, 1975. 38. Blumentritt B. F., Vu B. Т., and Cooper S. L., Fracture in Oriented Short Fiber-Reinforced Thermoplastics*, Composites, 107 (June 1975). СЛОВАРЬ ТЕРМИНОВ Абляция (ablation) [Эрозия в гидродинамическом потоке -прим. ред. пер.. Процесс массо- и теплопереноса, обеспечивающий отвод большого количества теплоты из поверхностных слоев материала, которая поглощается, рассеивается или преобразуется окружающим пространством посредством различных физических механизмов. Динамика поглощения энергии при этом регулируется самопроизвольно, что позволяет контролировать температуру поверхности, значительно ограничивая тепловой поток внутрь материала. [Под влиянием механических сил, тепла и агрессивности обтекающего изделие потока, происходит частичное разрушение материала, сопровождающееся уменьшением его массы. - Прим. ред. пер.]. Автоклав (autoclave). Герметически закрывающийся сосуд, позволяющий проводить химико-технологические процессы, в том числе и отверждение композитов при повышенных температурах и давлениях. Агент конденсационный (condensaiton agent). Вещество, которое кроме своего каталитического действия, обладает некоторыми дополнительными свойствами, необходимыми для получения поликонденсационных смол с заданными свойствами (см. промотор ). Агент отверждающий (curing agent). Каталитически активное или реак-ционноспособное вещество, при добавлении которого в смолу происходит ее отверждение; синоним - отвердитель . Агент сшивающий (coupling agent). 1. Химическое вещество или смесь веществ, предназначенное для введения в связующее как при синтезе матрицы, так и при армировании композита. Предназначено для образования или ускорения образования более прочной связи между компонентами полимерного компаунда. 2. Вещество, способное образовывать химические мостики между полимерными цепями (например, динзоциаиаты, альдегиды, диангидриды и др.). Агрегат (aggregate). Твердый фрагментированный материал, применяемый с эпоксисвязующим в качестве подложки или покрытия. Адгезив хладоотверждающинся (cold-setting adhesive). Синтетический клей, затвердевающий при обычной комнатной температуре в присутствии отвердителя. Адгезия (adhesion). Прилипание. Явление, при котором две поверхности разнородных тел (фаз) соединены вместе за счет поверхностных сил или других механизмов сцепления. [Величина адгезии измеряется сопротивлением разрыву на единицу площади контакта при данном виде деформации. - Прим. ред. пер. ]. Адгезия механическая (mechanical adhesion). Адгезия между поверхностями двух тел, возникающая за счет поверхности сил сцепления. Аддукт (adduct). Продукт присоединения молекул друг к другу; молекулярное соединение, обычно не характеризующееся определенной структурой и природой химической связи. Активатор (activator). Добавка, улучшающая и ускоряющая процесс отверждения связующего. Например, активаторы вулканизации - компоненты рези- 1 В ряде случаев для сравнения приведены определения, сформулированные в соответствующих ГОСТах, а также стандартах СЭВ -Прим. ред. пер. 1 ... 16 17 18 19 20 21 22 |
||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 |
 |